









一.前言
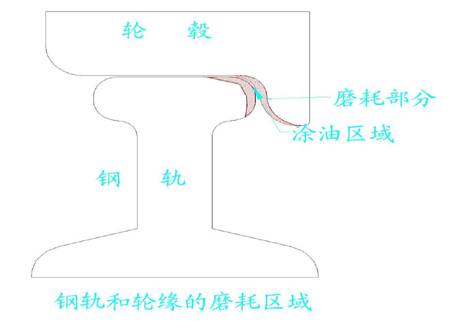
近年来,随着列车速度和轴重的不断提高,钢轨和轮缘的磨耗也相应的增加。电力机车在大量曲线区段运行时钢轨侧磨现象比较突出,轮对的维修周期也相应的缩短。下图表示钢轨和车轮的最大磨合区域。它们之间的垂直运动和较大的横向力是磨耗产生的原因,钢轨和车轮接触区域的滑动摩擦是磨耗产生的条件。
在这种情况下,为提高轮毂和钢轨的使用寿命,我公司于2004年开发研制成了第二代GDBK-16型光电感应钢轨自动涂油器。经过实践使用该产品,既解决了钢轨小半径曲线侧磨的问题,也降低了因列车轮对与钢轨摩擦产生的强烈噪音,既保护了环境,节约了能源,又降低了维修费用。
二.主要技术参数
1.每通过一列车耗油量3-15g(可调);
2.列车运行速度20-140Km/h;
3.储油箱有效容积40l;
4.涂油长度≥500m;
5.光电传感器检测距离≥1.5m;
6.电源参数:AC220V 1A 50Hz;
7.工作方式:自动模式 手动模式
三.主要结构及工作原理
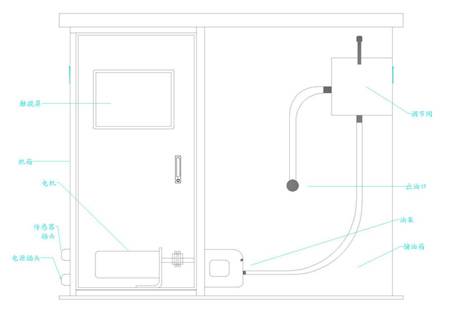
1.主要结构GDBK-16型钢轨自动涂油器是由自动控制系统和供油系统组成。自动控制系统是由光电传感器、PLC、触摸屏、稳压滤波电路、驱动电机组成。供油系统是由储油箱、齿轮油泵、调节阀、导管及出油夹板组成。
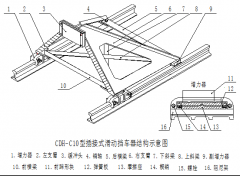
1.1箱体结构
1.2涂油板结构
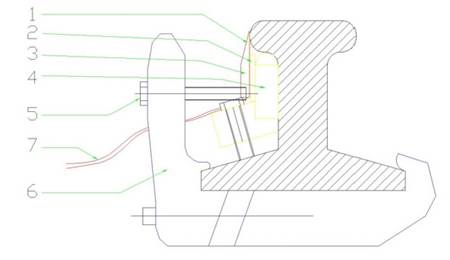
1.2涂油板结构
2.工作原理
2.1 自动控制原理GDBK-16型钢轨自动涂油器的工作原理是:当列车车身通过光电传感器的检测区域时光电传感器输出一个ON信号,给PLC的输入点,PLC即输出一个开关量信号,驱动齿轮泵工作。油泵压出的油脂经导油管送到涂油板的端部,由列车轮缘携带,涂抹到曲线钢轨外轨内侧磨耗面上,形成一层油膜。列车经过曲线线路时,车轮轮缘是沿曲线钢轨外轨内侧导向行驶的,因此轮缘就和钢轨内侧紧密贴合,这时外轨内侧磨耗面上的油膜就起到减缓钢轨与轮缘磨耗的目的。
2.2 手动控制原理在调试、测试时使用手动控制,依此来调整涂油量,调试、测试结束关闭手动控制。
四.操作规程
GDBK-16型钢轨自动涂油器是采用PLC和触摸屏组合自动化控制系统,全面提升了涂油器的自动化程度。采用友好的人机界面,使操作变得简单而快乐!
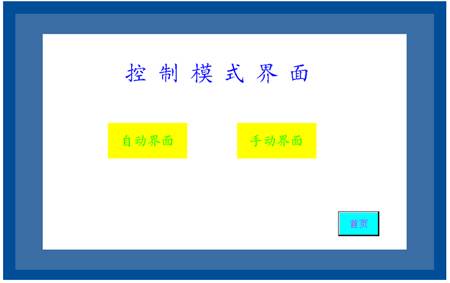
1.涂油器上电,触摸屏显示欢迎界面,随意点击任意位置,即进入控制模式界面,选择自动界面即进入系统控制界面。
2.系统指示灯为红色闪烁状态,点击系统起动,即系统进入准备运行状态,同时系统指示灯红色闪烁状态变为绿色静止状态。
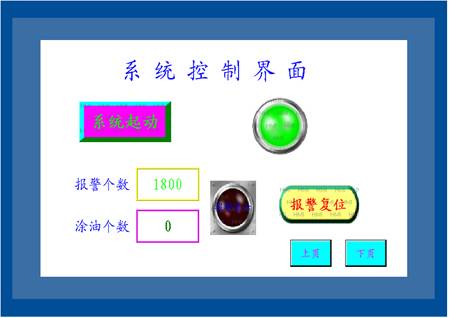
3.点击下页,进入参数设置界面2.系统指示灯为红色闪烁状态,点击系统起动,即系统进入准备运行状态,同时系统指示灯红色闪烁状态变为绿色静止状态。
报警个数=每次加油量/每次涂油量×80%每次涂油量=(手动调整时得出)每秒钟涂油量×每列车通过的时间的平均数。
以每次加油量30升(密度为1kg/l)每次涂油量8g为例,报警个数应设置为3000.这样涂油次数达到3000次时,报警显示灯为红色闪烁状态。
涂油个数为显示值,每涂油一次,数值自动减一。 报警复位当报警后重新加油,点击报警复位,涂油个数显示值重新开始计数。

传感器触发 当传感器检测到列车通过传感器时延时涂油,此设置
专为防止外界干扰出现误动作而设计。此设置单位为0.1秒,即设定数值2,实际延时时间为0.2秒。
传感器延时 当传感器检测到列车已通过传感器延时涂油时间,此
设置专为车厢与车厢之间的无反射区设计。此设置单位为0.1秒,当列车行驶速度≥50km/h,建议设置数值为
3. 涂油限时此设置专为保护涂油时间设计。当传感器复位失灵,
此设置可以限定涂油时间,此数值的设定为列车通过涂油器的平均时间×1.1单位为秒。此设置还可以当做每次涂油时间来设置,比如列车通过,只需要涂油10秒钟,那么就直接设定数值100当涂油时间到10秒钟后自动停止涂油。
涂油间隔当需要每列车都涂油时,设定数值和涂油限时一样。











发表评论