









铝热焊作业程序及安全注意事项
1、检查钢轨端部情况,确认端头部钢轨无损伤、裂缝和扭曲变形。并用钢丝刷或者角磨机清理钢轨两个端头。
2、调节轨缝大小至指定要求。然后将一米直尺靠于两轨头侧面,通过调节紧固螺母,使两段钢轨都紧贴于直尺上。为避免焊后形成低接头,要求在焊接前两端钢轨固定时应稍加高。
3、将砂型放入砂型卡具中,并用弓形卡固定在被焊接头处。均匀地将封箱泥封堵于砂型卡具的封箱沟槽。在接渣斗内放适量干砂,将其放在砂型出渣口处,并用封箱泥将接渣斗与砂型间的接缝封严。
4、打开焊剂包装,将焊剂倒入坩埚中,并准备好高温火柴。5、调节预热器的高度,调节预热火焰焰心长度为指定值,将预热器放在调节好的预热器支架上预热砂型及待焊钢轨组成的型腔。
6、预热进行至最后时,移开预热器,放入分流塞,并立即将坩埚放置在砂型的合适位置上,点燃高温火柴,熄灭预热器,将坩埚盖盖上。焊剂反应结束后,钢水自动注入砂型型腔内,焊剂反应形成的焊渣流入接渣斗中。浇注结束后将坩埚移开,渣斗应待焊渣固化后移开。
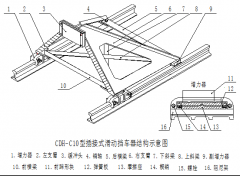
7、浇注结束后在指定要求的一定时间内,将砂型侧模及底板托拆除8、在指定要求的一定时间内,要将焊后轨头多余部分用推瘤机进行推瘤。
9、使用打磨机打磨焊头,直到达到指定要求。
10、彻底清理焊头凸缘,去除毛刺,并清扫焊接现场。 安全注意事项
1、铝热焊接是一种具有一定危险性的焊接工艺,焊接时应严格按照操作工艺执行。
2、氧气为高压气体,使用时注意安全,轻拿轻放,防止气罐破损或爆炸。
3、预热器火焰、刚使用完的耐用坩埚、夹具均具有高温,应防止烫伤。
4、打磨机、锯轨机操作过程,焊剂反应、浇注过程均有飞溅,应防止烫伤
铝热焊施工作业程序简单概括为:1、端面清理 2、对轨 3、装卡砂型 4、焊剂准备 5、预热器高度调节 6、预热 7、点火 8、浇注9、拆箱 10、推瘤 11、打磨 12、接头检验
技术资料
联系方式
电话:0537-2171596
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
最新资讯
+ MORE- ▪ 成都17号线一期工程开
- ▪ 成都地铁17号线一期工
- ▪ 贵阳地铁2号线铺轨了
- ▪ 济铁即墨综合物流园
- ▪ 徐宿淮盐铁路铺轨进
最新产品
+ MORE铝热焊作业程序及安全注意事项
发表时间:2017-07-08 09:25 作者:admin 来源:未知 浏览:











发表评论