









道岔打磨车作业指导书
一、道岔打磨作业目标
1.1、通过打磨消除钢轨波浪性磨耗、钢轨肥边、马鞍型磨耗、焊缝凹凸及鱼鳞纹以及道岔在生产、运输和铺设过程中产生的病害,提高钢轨的平顺性,使得光带居中略偏内,列车运行平稳,减少甚至消除晃车。
1.2、具体量化指标为:光带距钢轨内侧22~25mm,光带宽度20~25mm,光带距外侧25~27mm。
1.3、切削量指标:内侧圆弧角0.6mm,顶面0.2mm,外侧0.2mm。
二、道岔打磨的基本原则
由于道岔病害千差万别,所以为了获得连续的、统一的、居中的光带,就必须采取先消除病害再使用统一覆盖的模式进行打磨。
三、作业步骤
1、病害调查
在正式打磨前,有条件的情况下在打磨前一天,条件不具备的情况下在当天打磨作业前,由施工负责人会同设备管理方(当地工务段或城际车间),对道岔及其前后300米线路进行调查。
病害调查的重点是钢轨波磨、侧磨、接头情况和光带。必须明确病害的种类和深度(高度),以便针对性选择打磨模式和遍数。由于高铁钢轨相对较好,钢轨常规病害基本没有,调查的重点应放在光带上,打磨施工队按附表三的形式摸清并填写各区段的光带情况。
2、针对性病害处理
2.1、根据病害调查的结果,对每组道岔制定相应的加打模式和遍数。2.2、对于光带偏向内侧的区段,加打的模式选用1#(+45°~+20°)和3#(+21°~+11°),其中3#模式打磨后痕迹距离钢轨内侧约22mm,正好紧挨目标光带位置。
2.3、对于光带偏向外侧的区段,选用2#(-8°~-15°)和4#(-3°~-9°),其中4#模式打磨后痕迹距离钢轨外侧约25mm,也正好紧挨目标光带位置。
2.4、如内侧(或外侧)已明显凹下去了,加大后,光带可能会变得很窄,可在顶面选用适当模式加打,以延展光带宽度。
2.5、如光带仅仅是偏宽,但没有明显偏向的情况,则不需加打。
3、正常全覆盖模式打磨
在针对病害加打之后,选用全覆盖模式进行连续打磨,对没有打磨后的道岔,采用10遍的方案(详见附表一):
1) 1# (+45°~+20°) 功率70% 速度7KPH
2) 2# (-8°~-15°)功率70% 速度7KPH
3) 3# (+21°~+11°)功率70% 速度7KPH
4) 4# (-3°~-9°)功率70% 速度7KPH
5) 5# (+3°~-10°)功率70% 速度7KPH
6) 6# (+0.5°~-3°)功率70% 速度7KPH
7) 7# (+7.5°~+4°)功率70% 速度7KPH
8) 8# (+1°~-3°)功率70% 速度7KPH
9) 9# (+18°~+5°)功率70% 速度7KPH
10) 5# (+1°~+4°)功率70% 速度7KPH
对于近期已经打磨过的道岔,采用6遍的模式(详见附表二):
1#、2#、3#、4#、5#、6#。
4、特殊区段要求
在尖轨一动到二动之间,只打磨外侧,内侧跳过。
四、作业质量要求
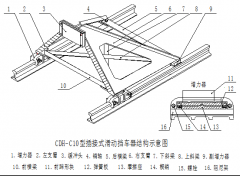
1、打磨后光带居中(以60轨为参考标准,参见下图,蓝色加粗部分为目标光带),光带位置在R300区域+5°~ -2°之间。
2、打磨后钢轨不得连续发蓝。
3、打磨后钢轨表面粗糙度:Ra max. ≤10µm(轨顶R300处)。
4、对线路上钢轨波浪型磨耗、钢轨肥边、马鞍型磨耗、鱼鳞裂纹等病害应进行打磨,打磨质量标准如下:
钢轨波磨:波长0.03m—0.3m:波深不大于0.04mm.
波长0.30m—1m:波深不大于0.2mm。
在200Km/h及以上的线路,钢轨纵向波深超标的比例不超过10%,200Km/h以下的线路,钢轨纵向波深超标的比例不超过20%,打磨后焊头平直度应达到:轨顶面垂直方向小于等于0.2 mm/1m,钢轨作用边无肥边。
5、打磨痕迹的最大平面宽度(以60轨为参考标准,参见下图):R13区域4mm;R80区域7mm;R300区域10mm。
6、相连两段线路重叠打磨的区域不少于10m。
7、打磨砂轮起落点必须准确,误差不超过300mm。
附表一:十遍方案表
附表二:六遍方案表
附表三:道岔病害调查表
技术资料
联系方式
电话:0537-2171596
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
最新资讯
+ MORE- ▪ 成都17号线一期工程开
- ▪ 成都地铁17号线一期工
- ▪ 贵阳地铁2号线铺轨了
- ▪ 济铁即墨综合物流园
- ▪ 徐宿淮盐铁路铺轨进
最新产品
+ MORE道岔打磨车作业指导书
发表时间:2017-07-05 08:32 作者:admin 来源:未知 浏览:











发表评论