









合座法工艺是在长100-150米的固定台座上完成双块式轨枕制品的全部生产作业。双块式轨枕制品的生产周期即相当于台座的周转期。
我国在五十年代曾经采用150米的长线合座生产钥弦轨枕,按10个合座布置。年产量可达到10万根双块式轨枕。其主要技术装备和生产工艺如下。
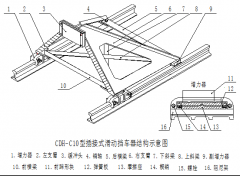
1.合座长150米,宽2.4米,沿长度方向两端设置馄凝土加力墩,钢丝张拉通过钢横梁传递到加力墩上,使其承受 3*30吨的总张拉力。
2.每个台座分成三排灌注成型,一次可生产3 x57= 171根双块式轨枕。
3.长钢丝张拉时的延伸长度大,因而采用卷扬机一次成组张拉。然后用60吨千斤顶进行预应校核。
4.采用“低流动性混凝土”灌注双块式轨枕。采用附着式振动器振实混握土。
5.长线台座的周转期为5天,以每月25工天算:可周转5次。因此每个台座月产双块式轨枕855根。每个台座年产10260根。按10个台座布置的年产量为102600根。
应当指出:长线台座在分敌灌制握凝土双块式轨枕的情况下,难以使用高效能振动设备。因此限制了使用“干硬性混凝土”的可能性。这是台座法工艺的一个缺点。
为了克服台座法工艺的这一缺点,在英国曾经出现了一种改良合座法工艺。
这种工艺仍采用台座,但双块式轨枕连同俐模可以移动到振动台上集中灌注振动成型。较之一般长线合座的分散灌注振动成型有所改进。
无论是一般长线台座或是改良台座工艺,由于其占地面积大,生产周期长,工作条件差,远不能适应大盆生产双块式轨枕的要求。因此,目前在双块式轨枕生产中,国内外都已很少采用。
技术资料
联系方式
电话:0537-2171596
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
最新资讯
+ MORE- ▪ 成都17号线一期工程开
- ▪ 成都地铁17号线一期工
- ▪ 贵阳地铁2号线铺轨了
- ▪ 济铁即墨综合物流园
- ▪ 徐宿淮盐铁路铺轨进
最新产品
+ MORE双块式轨枕的台座法工艺
发表时间:2015-03-01 08:07 作者:admin 来源:未知 浏览:











发表评论